
Request a Quote
Request a Quote
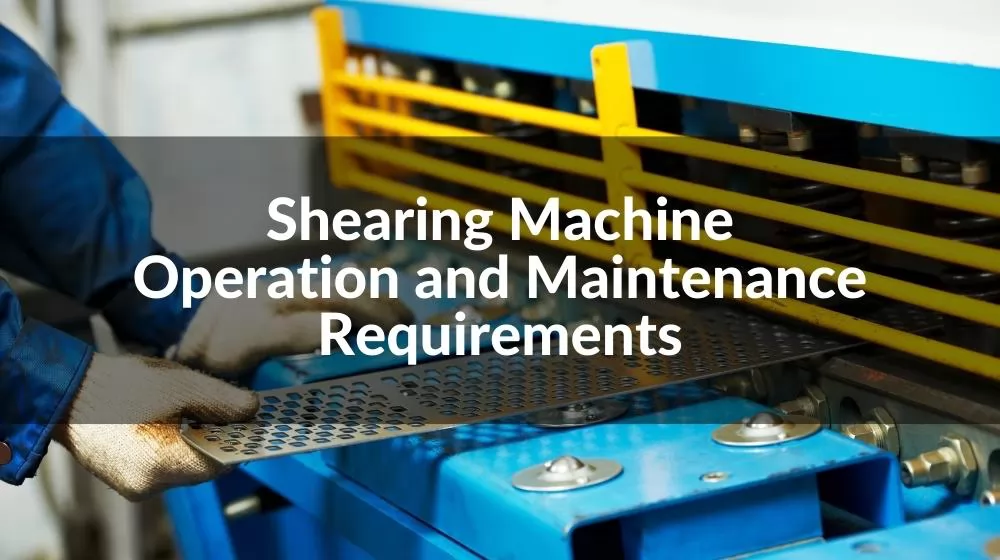
A segurança é muito importante ao usar máquina de corte . Não há dúvida de que devemos fazer com que todos os funcionários envolvidos na produção aprendam e tenham em mente nossos requisitos de produção. Então a seguir daremos dicas importantes para o uso da tesoura.
Definição de máquina de corte de placas: Uma máquina de corte de placas usa uma lâmina superior móvel e uma lâmina inferior fixa e usa uma folga razoável da lâmina para aplicar força de cisalhamento a placas de metal de várias espessuras, de modo que as placas podem ser quebradas e separadas de acordo com o tamanho necessário. Uma máquina de corte é um tipo de máquina de forjamento e sua função principal é uma indústria de processamento de metal. Os produtos são amplamente utilizados na aviação, indústria leve, metalurgia, indústria química, construção, construção naval, automotiva, energia elétrica, eletrodomésticos, decoração e outras indústrias para fornecer as máquinas especiais e conjuntos completos de equipamentos.
A máquina de corte hidráulica é dividida em duas lâminas, o que geralmente causa o efeito de cisalhamento no movimento da lâmina. Portanto, em termos de particularidades de que muitas vezes a faca não funciona, algumas pessoas pensam que é o motivo da deficiência de nitrogênio, mas o fato não é. Desta forma, analisaremos o motivo através da seguinte faca no corte máquina que não pode ser atingida:
Falha no circuito: Se o circuito estiver com defeito, perfure a válvula de reversão com uma chave de fenda para verificar se ela está presa e, em seguida, teste se a luz indicadora da válvula de reforço está acesa;
_1656668669_WNo_800d800.webp)
O sistema hidráulico está bloqueado e desgastado: A válvula de freio principal do sistema hidráulico da máquina de corte hidráulica está seriamente desgastada, resultando em transbordamento e detritos, pressão e pressão não podem aumentar; o núcleo da válvula precisa ser limpo ou substituído.

Existe uma válvula de descarga de líquido na extremidade superior do cilindro, que não pode ser aberta;

Fluxo anormal da bomba, se o fluxo da bomba for inversamente proporcional à pressão, também causará falha na pressão hidráulica;

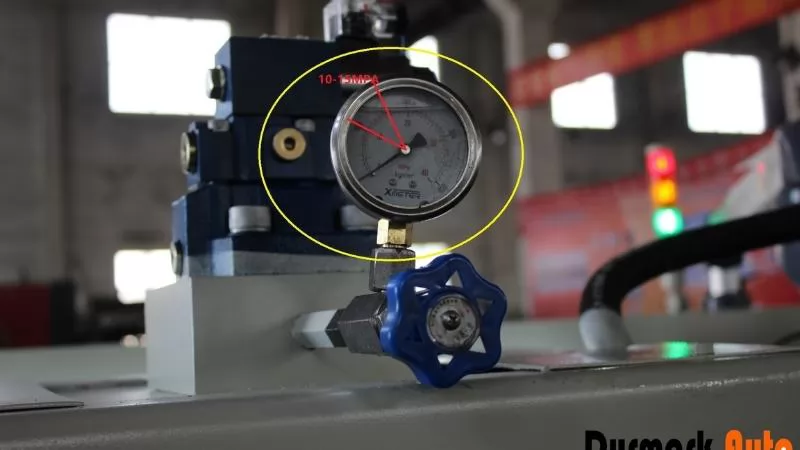
Se a pressão hidráulica da máquina de corte hidráulica estiver normal, se o cilindro de óleo estiver com defeito, etc. faça com que a pressão hidráulica não aumente normalmente; geralmente 10 a 15 MPa
De acordo com a análise do conteúdo do conhecimento acima, podemos saber que o principal motivo da falha da faca superior da guilhotina hidráulica é a falha do sistema hidráulico e o bloqueio de detritos, por isso devemos ter cuidado ao verificar estas duas partes, e tentamos não ignore a causa da toxicidade da nitrogénio acima mencionada.
O pessoal de produção relevante é responsável pela confirmação do furo e pela garantia de qualidade no processo de produção.
Os trabalhadores relevantes selecionam os materiais necessários de acordo com os requisitos de produção: ao selecionar, preste atenção ao cor, camada, tipo de camada, espessura, largura e resistência do material, se é consistente com os requisitos da ordem de produção.
Ao inicializar, primeiro abra a trava de controle principal do gabinete elétrico, coloque a chave no estado "ON" e, em seguida, coloque a chave liga / desliga do console principal na posição "ON". Ao desligar, primeiro coloque a chave de controle principal no estado "DESLIGADO" e, em seguida, coloque a chave liga / desliga do gabinete elétrico no estado "DESLIGADO" para travar o gabinete.
As seguintes situações podem ocorrer durante o uso da máquina de corte:
Coloque uma máquina de corte em marcha lenta por ciclos para garantir que, em circunstâncias normais, tente cortar placas de diferentes espessuras, de finas a grossas. Certifique-se de que o usuário esteja familiarizado com o desempenho da máquina de corte.
A espessura da placa de cisalhamento de teste deve ser ajustada para diferentes folgas da lâmina. Se a folga da lâmina não for ajustada, a durabilidade da lâmina será afetada.
Ligue o manômetro e observe o valor da pressão do óleo durante o processo de cisalhamento. Ao cortar chapas de 12 mm, a pressão deve ser inferior a 20 MPa. A pressão da válvula reguladora de pressão remota nº 9 é definida para 20-22mpa quando sai da fábrica. O usuário deve cumprir esta regulamentação e não deve aumentar a pressão de corte além da superfície especificada do material e causar danos à máquina.
Equilíbrio sonoro durante a operação. Se houver algum ruído, pare uma tesoura para inspeção.
Quando uma máquina de corte está funcionando, a temperatura do tanque de combustível aumenta. Acima de 60 graus, desligue e descanse.
Use uma proteção e um manguito bem ajustado antes da operação. A bainha da camisa não deve ser aberta. Não canse a roupa nem ligue o motor de arranque para evitar danos na máquina. Você deve usar um capacete. As tranças devem ficar no chapéu. Saias e chinelos não são permitidos.
O operador desta máquina deve estar familiarizado com a estrutura principal, desempenho e uso da máquina de corte.
Esta máquina é adequada para cortar todos os tipos de placas de aço, placas de cobre, placas de alumínio e placas de materiais não metálicos adequados à espessura da máquina-ferramenta. O material deve estar livre de marcas duras, escórias, inclusões de escória e cordões de solda. Super grosso não é permitido.
Todas as peças da máquina-ferramenta devem ser lubrificadas com frequência. Os operadores adicionam óleo uma vez por turno e os mecânicos adicionam peças de rolamento uma vez a cada seis meses.
O operador deve estar familiarizado com a construção geral e o desempenho do equipamento. É proibido usar o dispositivo além do seu desempenho.
Antes de ligar a máquina, adicione graxa de acordo com os regulamentos de lubrificação do equipamento, verifique a quantidade e a qualidade do óleo do copo de óleo e cubra a tampa do orifício do copo de óleo.
Antes de trabalhar, o fio cortante da lâmina deve ser ajustado com precisão. Se a lâmina de corte ficar cega ou rachada, ela deverá ser afiada ou prolongar o tempo. As lâminas devem ser inseridas firmemente, as lâminas devem estar próximas uma da outra e as superfícies superior e inferior da lâmina devem estar paralelas. Após o ajuste, um manual de inspeção de giro deve ser utilizado para evitar acidentes. A folga da lâmina deve ser determinada de acordo com a espessura da chapa de aço cisalhada, geralmente entre 5-7% da espessura da chapa de aço cisalhada. Cada vez que a folga é ajustada, o volante deve ser girado manualmente para fazer as lâminas superior e inferior alternarem uma vez, a folga deve ser verificada com uma ferramenta de medição auxiliar. Ideal para evitar quebras de molas ou danos à aresta de corte.
Não é permitido cortar 2 especificações e materiais diferentes ao mesmo tempo. O papel cortado deve ter uma superfície plana. As bordas e cantos das folhas brutas não podem ser aparadas, e folhas estreitas e materiais curtos que não são apertados não podem ser cortados.
Ajuste o driver mestre e o acessório de acordo com os requisitos da peça a ser cortada. Afrouxe os parafusos do batente de posicionamento, ajuste o tamanho e a posição do batente de posicionamento e reforço. Antes de trabalhar, deve ser testado com ar 2 a 3 vezes para garantir que a lubrificação seja boa e não haja anormalidades antes de poder funcionar.
A alimentação deve ser reta e constante. Mantenha os dedos afastados da pressão do cortador e da placa. Preste atenção à segurança dos seus dedos ao alimentar. O especial é que ao ver a ponta de um pedaço de papel, não enfie o dedo embaixo do quadro nem enfie o dedo na lâmina. A última seção da cabeça do material é inferior a 200 mm e o corte manual não é permitido. Você deve escolher ferramentas auxiliares para corte.
Não repare ou limpe a máquina durante a inicialização. Não coloque ferramentas ou outros itens sobre a mesa para evitar entrar no fio cortante e danificar a lâmina.
Ao cortar, o dispositivo de prensagem deve pressionar a folha e não deve ser cortado no estado prensado.
Instale uma cerca de proteção na tesoura para evitar que as mãos do operador entrem na área onde a tesoura cai. Os guarda-corpos não podem bloquear os olhos do operador e não podem ver a parte cortada. É terminantemente proibido colocar lixo no solo durante o trabalho, para não se prejudicar com a queda da peça. Os resíduos gerados após a operação possuem bordas e cantos, devendo o operador retirá-los a tempo de evitar perfurações e cortes.
As correias, volantes, engrenagens, eixos e outras peças móveis da máquina de corte devem ser equipadas com tampas de proteção.
Preste muita atenção às falhas anormais de mecanismos de fixação, embreagens, freios; concentre-se no corte. Se o equipamento for considerado anormal, a placa de corte deverá ser parada imediatamente, a fonte de alimentação deverá ser cortada e o pessoal relevante deverá ser notificado para manutenção.
Para garantir uma produção segura e melhorar a eficiência do trabalho, os acidentes envolvidos equipamentos pessoais devem ser mantidos no local e comunicados aos departamentos relevantes.
Antes do final da obra, deve-se cortar a alimentação elétrica, limpar o equipamento e manter os registros de inspeção.
É proibido cortar aço rápido, aço ferramenta, ferro fundido, etc. que sejam muito longos e grossos, e corte e têmpera não são permitidos.
A placa deve ser desenhada antes da partida e o motor não pode dar partida com carga.
A tesoura funciona ociosa por vários ciclos antes de iniciar. Após alguns ciclos de inatividade, o teste pode ser processado normalmente.
É proibido cortar explosivos, barras, peças finas e não metais.
Preste atenção se a placa estiver com defeito, se o parafuso de fixação estiver firme e se os dedos não puderem entrar na área de corte durante a alimentação. É proibido que duas pessoas cortem peças diferentes na mesma máquina ao mesmo tempo.
O equipamento deve ser manuseado por pessoal especializado, não sendo permitido ou uso não autorizado. Normalmente, as pessoas têm que parar a máquina antes de sair.
O equipamento deve ser desligado para ajuste, reparo e limpeza.
É proibido apertar o batente ou ajustar a folga da lâmina batendo. Ao ajustar a folga da lâmina, pare e prossiga.
Não alcance a área de corte nem pegue o material com as mãos durante as operações de trabalho.
Ao operar uma tesoura, todas as normas de segurança devem ser observadas;
Por qualquer motivo, não permita que nenhuma parte de suas mãos ou corpo alcance arestas cortantes ou outras peças rotativas.
A operação não é permitida sob ou porta-ferramenta
Não permaneça na zona de proteção da máquina ou na zona de perigo.
Ninguém deve estar na parte traseira da máquina ou sob ou na porta antes que a máquina esteja funcionando.
Ao ajustar a uniformidade do vão entre as lâminas da máquina, a TV deve estar desligada.
Durante a operação da máquina, caso seja constatada alguma situação anormal, como algo anormal, ela deverá ser parada imediatamente, e o equipamento poderá ser utilizado após a solução do problema.
Quando há muitos operadores, deve-se garantir que não haja fatores perigosos antes de pisar no pedal ou pressionar o botão.
Após cada turno, o operador deverá limpar as sobras espalhadas pela bancada; antes do final do trabalho, retorne à origem e pare
Verifique se os níveis de óleo e nitrogênio em cada tanque de óleo de lançamento atendem aos requisitos. Abastecer de acordo com os regulamentos em cada posto de abastecimento manual;
Verifique se há óleo fluindo na superfície do trilho-guia da máquina-ferramenta e da haste do parafuso e mantenha-o bem lubrificado;
Verifique e confirme o funcionamento hidráulico;
Observe uma situação de corte a qualquer momento durante o trabalho. Caso haja alguma anormalidade, pressione imediatamente o botão de parada de emergência;
Se você deixar a máquina por um longo período, desligue-a para evitar uma operação não profissional.
Limpe completamente a máquina semanalmente. Lubrifique as superfícies dos trilhos-guia, superfícies deslizantes, esferas e parafusos;
Verifique e aperte os parafusos de fixação da ferramenta, mecanismo de transmissão, volante, parafusos de suporte da mesa e linhas de macaco;
Verifique se o filtro de óleo está limpo, se estiver sujo deve ser limpo;
Verifique todos os filtros do quadro elétrico e remova a poeira aderida.
Verifique se cada tubo de óleo de exploração está desbloqueado, se a janela de óleo está clara e se há algum sedimento no tanque de óleo;
Limpe a máquina de lascas e graxa;
Abasteça em cada ponto de lubrificação;
Verifique se as peças da transmissão estão soltas, verifique o engate da engrenagem e da cremalheira e ajuste ou substituição se necessário;
Verifique e ajuste a nitidez da lâmina e afie ou substitua a lâmina cega a tempo;
Verifique e ajuste o aperto e a folga das facas e lâminas para um encaixe adequado;
Verifique o gabinete elétrico resistente e a plataforma operacional para ver se os parafusos de fixação estão soltos e limpe a poeira do gabinete com um aspirador de pó ou soprador. Verifique se os terminais estão soltos (ver detalhes no manual elétrico);
Verifique o desempenho de todos os botões e interruptores seletores. Todos os contatos estão em boas condições, sem vazamentos e danos de substituição.
Verifique o parafuso esférico, limpe a graxa antiga do parafuso e substitua por graxa nova;
Substitua a graxa do rolamento. Ao substituir, certifique-se de limpar o rolamento;
Limpe várias válvulas e filtros, limpe o fundo do tanque de combustível e troque o óleo conforme necessário;
Verifique a superfície do comutador do motor, remova rebarbas, limpe o pó de carbono e substitua as escovas de carvão se estiverem muito gastas.
Durante o ajuste e a limpeza, a máquina deve ser desligada.
Nos trabalhos de limpeza no local, é proibido empilhar peças e artigos diversos no local de trabalho, e manter a máquina-ferramenta e o local sempre limpos.
Os produtos acabados devem ser empilhados. Quando o trabalho estiver concluído, desligue a energia, limpe a máquina, limpe o local de trabalho e tranque a caixa de distribuição.
.png)




.png)
.png)