
Request a Quote
Request a Quote

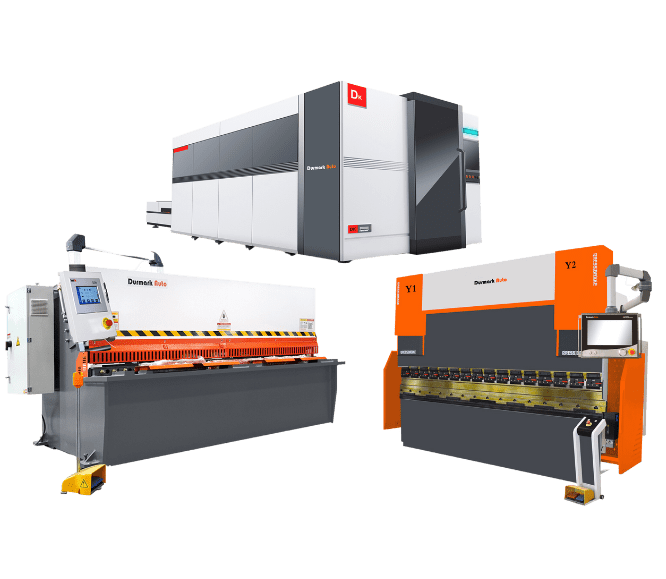
Chapa metálica Máquina de ranhura em V é um equipamento profissional usado para processar peças de chapa metálica. Ao cortar ranhuras em V na chapa metálica, ela pode ser dobrada no formato desejado em uma posição específica. Esta tecnologia é amplamente utilizada na indústria de processamento de chapas metálicas, fornecendo uma solução eficiente e precisa para dobra e processamento de peças.
Este guia fornecerá uma visão aprofundada de como funcionam as máquinas com ranhura em V para chapas metálicas, benefícios da aplicação e conhecimentos importantes sobre seleção, operação e manutenção. Se você é novo neste equipamento ou deseja aprender mais sobre como otimizar seu processo de processamento de chapas metálicas, este guia fornecerá informações abrangentes e conselhos práticos.
Deixe-nos explorar os mistérios da máquina de ranhura em V para chapas metálicas e compreender as infinitas possibilidades que esta poderosa tecnologia traz para o processamento de chapas metálicas.
Índice:
Qual é o papel da máquina de ranhura em V em chapas metálicas?
Quais são os tipos de máquinas com ranhura em V para chapas metálicas?
Principais características da tecnologia de formação de dobra em V
Perspectiva de aplicação da tecnologia de formação de dobra em V
Instruções de operação para máquina de ranhurar em V para chapas metálicas
Procedimentos operacionais de segurança para máquinas CNC com ranhura em V
Considerações para comprar uma máquina de ranhurar em V para chapas metálicas
Máquina com ranhura em V horizontal vs. máquina com ranhura em V vertical: qual escolher?
A máquina de ranhura em V é um equipamento especial para processamento de ranhuras em V em chapas metálicas. É uma máquina de processamento de chapa metálica amplamente utilizada na fabricação e processamento de metal.
A máquina de ranhura em forma de V corta ranhuras em forma de V na superfície da chapa metálica através de uma ferramenta de corte especial. Essas ranhuras podem ser retas ou curvas, dependendo do desenho da fresa e da configuração do caminho de corte. A peça produzida por esta tecnologia tem um pequeno raio de curvatura, nenhuma mudança de cor óbvia e requer pouca força de curvatura. Além disso, o erro de retilineidade da borda arredondada da peça estreita e longa é reduzido, e máquinas de dobra e ferramentas comuns podem ser usadas para dobrar peças com formas transversais complexas.
E é adequado para vários materiais metálicos, como chapa de aço, chapa de aço inoxidável, chapa de alumínio, etc. Chapas metálicas de diferentes espessuras e tamanhos podem ser processadas. As máquinas com ranhura em V geralmente têm alta precisão de corte, o que pode garantir um corte preciso com ranhura em V para atender aos requisitos do projeto.
Algumas máquinas avançadas com ranhura em V são equipadas com recursos automatizados, incluindo controle CNC e ajuste automático de ferramentas, facilitando a operação e aumentando a produtividade.
As máquinas com ranhura em V têm aplicações importantes na fabricação de peças metálicas, processamento especial de chapas metálicas e produção de componentes metálicos com estruturas de flexão em forma de V. Essas ranhuras podem ser usadas para dobrar e dobrar materiais metálicos, conferindo aos componentes maior resistência e estabilidade. Além disso, as ranhuras em forma de V também podem ser usadas para emendar, conectar e montar diferentes peças metálicas, proporcionando uma combinação mais forte.
A máquina de ranhura em V pode cortar ranhuras em forma de V em chapas metálicas, que podem fortalecer e orientar ao dobrar. Ao cortar ranhuras em forma de V na linha de dobra da placa metálica, a dobra no ponto de dobra é mais uniforme, reduzindo o risco de deformação e rachaduras, melhorando assim a resistência à flexão e a qualidade das peças.
Também pode ser usado para unir múltiplas chapas metálicas, alinhando-as com precisão e fixando-as entre si, por exemplo, por soldagem. Este método de emenda é especialmente útil na fabricação de grandes estruturas e recipientes, aumentando a resistência das juntas e melhorando a estabilidade da estrutura geral.
E pode ser utilizado para cortar ranhuras e valas que podem ser utilizadas para ocultar cabos, conduítes ou tubulações, tornando esses elementos mais organizados e seguros em estruturas de chapa metálica. Em alguns projetos especiais, são necessárias estruturas de flexão em forma de V para alcançar funções específicas ou efeitos estéticos. A máquina de ranhura em forma de V pode cortar a placa de metal em forma de V e, em seguida, processá-la em uma estrutura de dobra em forma de V por meio de dobra e outros processos.
As máquinas de ranhura em forma de V desempenham um papel fundamental no processamento de chapas metálicas, ajudando a fortalecer a estrutura das peças, melhorar a resistência à flexão, realizar a emenda e conexão de chapas metálicas e criar estruturas especiais de dobra em forma de V para atender a vários requisitos de aplicação.

Primeiro, fixe a chapa metálica a ser processada na bancada da máquina de ranhura em V. A fixação do material é uma etapa fundamental para garantir que a placa metálica não se mova ou balance durante o processo de corte para garantir a precisão do corte. De acordo com o tamanho e formato da ranhura em V a ser processada, selecione a ferramenta de corte apropriada. A ferramenta de corte pode ser uma lâmina de corte ou uma ferramenta de corte com uma borda em forma de V, cujo formato corresponde à ranhura em V a ser cortada.
Ajuste a profundidade de corte e o ângulo da máquina com ranhura em V para atender aos diferentes requisitos de processamento. A profundidade de corte determina a profundidade da ranhura em V e o ângulo determina o ângulo de abertura da ranhura em V. Inicie a máquina de ranhura em V, a ferramenta de corte se move ao longo do caminho predeterminado e forma uma ranhura em forma de V cortando a superfície da placa de metal. Durante o processo de corte, uma parte da placa metálica é removida pela ação de corte da ferramenta de corte, formando assim uma ranhura em forma de V.
Finalmente, quando a ferramenta de corte terminar de cortar ao longo do caminho definido, pare a operação da máquina de ranhura em V. Em seguida, retire a placa de metal cortada para completar o processo de ranhura em V.
Máquina manual de ranhura em V: A máquina manual de ranhura em V exige que o operador controle manualmente o movimento e a profundidade de corte da ferramenta de corte, o que é adequado para alguns requisitos simples de processamento de ranhura em V.
Máquina semiautomática de ranhura em V: No processo de corte da máquina semiautomática de ranhura em V, o movimento da ferramenta e a profundidade de corte são parcialmente controlados pelo operador, mas pode ser equipado com algumas funções de automação, como automática ajuste da ferramenta ou função de alimentação automática, o que melhora a eficiência e precisão do processamento.
Máquina de ranhura em V totalmente automática: A máquina de ranhura em V totalmente automática tem um alto grau de automação, incluindo ajuste e alimentação de ferramenta totalmente automáticos, geralmente usando um sistema de controle CNC, que pode alcançar processamento de ranhura em V mais complexo e melhorar a eficiência da produção e precisão.
Máquina CNC de ranhura em V : A máquina CNC de ranhura em V é um equipamento de automação avançado, através do sistema de controle numérico computadorizado para controlar o movimento e os parâmetros de corte da ferramenta de corte, pode controlar com precisão o tamanho e a forma da ranhura em V, adequada para ranhuras em V complexas necessidades de processamento.
Máquina hidráulica de ranhura em V: A máquina hidráulica de ranhura em V usa um sistema hidráulico para acionar a ferramenta de corte, que pode atingir maior força de corte e estabilidade, e é adequada para processar chapas de metal mais espessas ou necessidades especiais que exigem maior força de corte.
Máquina mecânica de ranhura em V: A máquina mecânica de ranhura em V adota o modo de transmissão mecânica, e o movimento da ferramenta de corte é realizado através de dispositivos de transmissão, como engrenagens e correias, o que é adequado para algumas necessidades de processamento de ranhura em V de pequena e média escala .

Requisito de pequena força de flexão: Ao realizar o corte em forma de V na placa na posição de flexão, a força de flexão necessária é reduzida e a espessura da placa é efetivamente reduzida. A profundidade da ranhura em V é metade da espessura da placa, economizando assim até 50% da força de flexão.
O raio de curvatura da peça de trabalho é pequeno: o processamento da ranhura em V reduz a espessura da placa na posição de dobra e o raio de curvatura da peça de trabalho é naturalmente reduzido proporcionalmente. Dentro da faixa de resistência da chapa, quanto mais fina for a espessura restante, menor será o raio de curvatura da peça de trabalho.
A mudança de cor da borda arredondada curva da peça de trabalho é pequena: através do processamento da ranhura em V da placa, a espessura da placa no ponto de dobra é reduzida e a deformação de alongamento causada pela tensão transversal durante a dobra também é reduzida , de modo que a mudança de cor da borda curvada da peça de trabalho seja pequena. O objetivo de.
O erro de retilineidade da borda redonda curva da peça de trabalho estreita e longa é pequeno: a tecnologia de formação de dobra de ranhura em forma de V minimiza o erro de retilineidade da linha de borda da peça de trabalho estreita e longa e, ao reduzir a deformação de flexão, o côncavo central a forma da linha da borda também é reduzida.
A vantagem do processo de dobra em V é que ele pode reduzir a espessura e o raio de curvatura da peça, melhorar o efeito de dobra da peça e é adequado para peças de diferentes formatos e tamanhos, melhorando a flexibilidade e eficiência do processamento.
Devido às vantagens óbvias da tecnologia de dobra em V, e não há necessidade de alterar os métodos e equipamentos de dobra tradicionais, só é necessário aumentar a máquina de dobra em V para chapas metálicas, de modo que a tecnologia de dobra em V tem sido amplamente utilizada em a aplicação emergente da indústria de decoração de médio e alto padrão.
Posteriormente, esta tecnologia foi aplicada com sucesso à indústria de fabricação de elevadores. Devido às vantagens do processo de dobra em V, a fabricação da carcaça do elevador é mais eficiente, precisa e tem melhor aparência.
Em seguida, alguns especialistas nas indústrias de fabricação de dispositivos médicos e de gabinetes de controle elétrico também demonstraram forte interesse na tecnologia de formação de dobra em V. Na fabricação de dispositivos médicos, o processo de dobra em V pode ser aplicado ao processamento de várias peças para melhorar a qualidade e o desempenho do produto. Na fabricação de gabinetes de controle elétrico, a tecnologia de dobra em V pode atingir uma estrutura de dobra mais refinada e complexa, melhorando a resistência e durabilidade do gabinete.
Com o conhecimento profundo da tecnologia de conformação por dobra em V, as pessoas descobrem que seus campos de aplicação serão mais amplos. Além das indústrias acima, a tecnologia de dobra em V também pode ser usada na indústria aeroespacial, fabricação de automóveis, trânsito ferroviário e outros campos, bem como em diversas engenharias, decoração arquitetônica e outros campos. Com o contínuo desenvolvimento e inovação da tecnologia, a tecnologia de formação de dobra em V certamente mostrará seu charme único em mais campos e trará mais conveniência e benefícios ao processamento de chapas metálicas.

Porta-faca: Usado para segurar e apoiar a lâmina para operações de corte precisas.
Lâmina de corte: Uma faca, geralmente de lâmina afiada, usada para cortar chapas de metal.
Dispositivo de fixação: utilizado para fixar a chapa na bancada e manter seu posicionamento e posição estáveis.
Bancada de trabalho: Plataforma sobre a qual são colocadas e trabalhadas chapas metálicas, geralmente de construção sólida e superfície lisa.
Botão de compressão: utilizado para controlar o funcionamento do dispositivo de fixação para apertar a borda da placa para completar o posicionamento da placa.
Viga: Suporta o movimento lateral do porta-ferramenta e da lâmina de corte, utilizada para cortar canais em diferentes posições.
Tela de toque PLC: usada para controlar a operação da máquina e ajustar parâmetros para obter operações de corte precisas.
Caixa Elétrica: Contém o sistema de controle elétrico da máquina, utilizado para fornecer energia e controlar o processo de corte.
Sistema de resfriamento: Usado para resfriar a lâmina de corte durante o corte, evitar superaquecimento e prolongar a vida útil da ferramenta.
Bloco de limite de comutação: usado para limitar a faixa de movimento da viga para garantir a precisão e consistência da posição de corte.
Bloco de faca: usado para definir o ponto inicial e a profundidade de corte da lâmina para garantir a profundidade precisa do sulco e a produção segura do sulco.
Preparação de segurança:
a. Certifique-se de que os operadores usem equipamentos de proteção individual adequados, incluindo capacetes, óculos de proteção, luvas de proteção, etc.
b. Certifique-se de que a máquina de canal em V esteja em uma bancada estável para evitar sacudir ou mover a máquina durante a operação.
c. Verifique se a linha de energia e o sistema elétrico estão normais e certifique-se de que a fonte de alimentação esteja bem aterrada.
Preparação de materiais:
a. Coloque a chapa metálica a ser processada na bancada da fresadora em forma de V e fixe-a com grampos ou outros métodos para evitar que o material se mova ou balance durante o processo de corte.
Seleção e ajuste de ferramentas:
a. Selecione a ferramenta de corte apropriada de acordo com as necessidades de processamento e certifique-se de que o formato e o tamanho da ferramenta correspondam à ranhura em V a ser cortada.
b. Ajuste a posição e o ângulo do cortador e determine a profundidade e o ângulo de corte de acordo com a espessura e os requisitos de corte da chapa metálica.
Comece a cortar:
a. Inicie a máquina de canal em forma de V para garantir que o movimento da ferramenta seja suave e não haja vibração anormal.
b. De acordo com o caminho e posição de corte predeterminados, mova o cortador ao longo da superfície da chapa metálica a ser cortada. Preste atenção em manter uma velocidade e pressão de corte estáveis para garantir a qualidade do corte.
Corte feito:
a. Quando o corte estiver concluído, pare a operação da máquina de ranhurar em V a tempo e retire a chapa metálica cortada.
Limpeza e manutenção:
a. Após a conclusão do corte, limpe os cavacos e resíduos da área de corte a tempo de manter a área de trabalho limpa.
b. Faça a manutenção regular da máquina de canal em V, incluindo a lubrificação da fresa e das peças mecânicas, verificando o funcionamento do sistema elétrico e dos dispositivos de segurança.
Precauções:
a. Os operadores devem manter a concentração durante a operação e evitar distrações ou fadiga.
b. As facas de corte são afiadas, evite o contato direto com as facas com as mãos para evitar ferimentos acidentais.
c. Ao encontrar condições anormais ou falhas no equipamento, interrompa imediatamente a operação e realize a solução de problemas.

Operação por pessoa especial: A máquina CNC com ranhura em V deve ser mantida e operada por uma pessoa especial para garantir que o operador tenha conhecimento e habilidades profissionais.
Certificado de treinamento e qualificação: Os operadores devem ser treinados por departamentos profissionais, passar no exame e obter certificados de qualificação antes de poderem operar de forma independente.
Use equipamento de segurança: os operadores devem usar macacões de mangas compridas para evitar queimaduras causadas por respingos de detritos semelhantes a calha e usar luvas ao carregar e descarregar placas.
Verifique a limpeza: Antes de iniciar a máquina com ranhura em V, verifique se a mesa da máquina está limpa, principalmente se o espaço entre o acessório e a mesa está limpo.
Redefinir a origem: redefinir a origem após ligar a máquina, verificar se a peça atende aos requisitos do processo e inserir o tamanho correto e a profundidade do canal durante o trabalho.
Operação cuidadosa: O operador precisa manusear com cuidado ao colocar peças pequenas. Antes de carregar, a superfície da máquina e a mesa de alimentação devem ser limpas para garantir que não haja ranhuras residuais e outros detritos.
Preste atenção à distância de segurança: quando a escateladora estiver funcionando, verifique se a placa está empurrada para a origem, e o pessoal não deve colocar a cabeça ou qualquer parte do corpo na área motora da máquina para evitar ferimentos por a máquina.
Evitar colisão: Quando a entalhadeira está funcionando, ela deve ser parada para evitar colisão da máquina ou do material. Redefina a origem antes da colisão para garantir a segurança.
Coloque a peça de trabalho levemente: Após a ranhura, coloque suavemente a folha na posição designada para evitar riscar a peça de trabalho.
Manutenção de rotina: Após o término da operação, faça a manutenção diária da escateladora, desligue a alimentação, limpe o local de trabalho e certifique-se de que a máquina esteja em boas condições.
Requisitos de corte: primeiro determine seus próprios requisitos de corte, incluindo a espessura, comprimento e largura da chapa metálica, bem como o tamanho e formato da ranhura em V a ser cortada. Escolha o modelo e a especificação adequados de acordo com suas necessidades de corte.
Precisão de processamento: Considerando os requisitos de precisão da chapa metálica a ser processada, selecione uma máquina de canal em forma de V para chapa metálica com precisão suficiente para garantir que o efeito de processamento atenda aos requisitos.
Eficiência de produção: De acordo com o volume de produção esperado e os requisitos de eficiência de trabalho, selecione o modelo de canal e a configuração que podem atender às necessidades de produção para melhorar a eficiência da produção.
Qualidade do equipamento: Escolha uma marca e fabricante com boa qualidade e confiabilidade para garantir operação estável e confiabilidade do equipamento a longo prazo.
Grau de automação: Considere se as funções de automação são necessárias, como sistema de controle CNC e função de alimentação automática, etc., para melhorar a eficiência do processamento e a conveniência da operação.
Segurança: Preste atenção ao desempenho de segurança dos equipamentos, incluindo dispositivos de proteção, botões de parada de emergência, etc., para garantir a segurança dos operadores.
Manutenção: entenda os requisitos de manutenção do equipamento e escolha um modelo de fácil manutenção para reduzir os custos operacionais do equipamento.
Serviço e Suporte: Escolha um fabricante que forneça serviço pós-venda abrangente e suporte técnico para garantir o funcionamento normal do equipamento e resolver possíveis problemas em tempo hábil.
Orçamento de custo: Considere a seleção apropriada do equipamento de acordo com o orçamento e certifique-se de que a máquina de canal em forma de V para chapa metálica adquirida atenda aos requisitos do orçamento.
Avaliações de usuários: compreender as avaliações e comentários de outros usuários pode ajudá-lo a tomar decisões de compra mais informadas.

A escolha de uma máquina com ranhura em V horizontal ou uma máquina com ranhura em V vertical depende dos requisitos de processamento específicos e dos cenários de uso. Aqui estão alguns pontos de comparação para ajudá-lo a escolher:
Máquina horizontal com ranhura em V:
É adequado para processamento de chapas metálicas maiores, porque as máquinas horizontais com ranhura em V geralmente têm bancada de trabalho e espaço de processamento maiores.
Para peças de tamanho maior, ele pode ser facilmente operado sem virar ou ajustar a posição da peça de trabalho.
É adequada para situações em que é necessário um corte com ranhura em V mais longo, porque seu longo comprimento de mesa pode cortar continuamente chapas metálicas longas.
Máquina vertical com ranhura em V:
Adequadas para processamento de chapas metálicas menores, as máquinas verticais com ranhura em V costumam ser compactas e adequadas para locais de trabalho com espaço limitado.
Múltiplas operações são necessárias para peças de tamanho menor porque a mesa de trabalho relativamente pequena não pode lidar com chapas metálicas maiores de uma só vez.
Adequado para situações onde são necessários cortes mais curtos com ranhura em V, onde o comprimento da mesa é limitado e a posição da peça pode precisar ser ajustada várias vezes para completar cortes mais longos.
outros fatores:
Custo do equipamento: As máquinas horizontais com ranhura em V são normalmente volumosas e complexas e, portanto, podem ser mais caras do que as máquinas verticais com ranhura em V.
Eficiência de produção: A máquina com ranhura em V horizontal pode ter maior eficiência de produção ao processar grandes lotes de peças devido à sua maior bancada e espaço de processamento.
Precisão de processamento: Devido à sua estrutura relativamente compacta, a máquina vertical com ranhura em V pode ser ligeiramente melhor do que a máquina horizontal com ranhura em V em termos de precisão de processamento.
Comparação das duas tecnologias
| coisa | Máquina de entalhe vertical em forma de V | Horizontal Máquina de entalhe em forma de V |
|---|---|---|
| Faixa de processamento | É adequado para peças que precisam ser ranhuradas, mas para peças mais longas, é necessária uma bancada adicional para carregá-las ao processar o lado curto, e a operação não é muito conveniente. | É adequado para peças de vários tamanhos e formatos grandes e possui recursos de usinagem CNC de três eixos. |
| Tecnologia de processamento de bancada | A superfície da bancada é feita de aço para molde de alta qualidade, que passou por tratamento térmico geral e retificação fina com uma esmerilhadeira, e o acabamento superficial atingiu um efeito espelhado. | A superfície da mesa de trabalho é soldada por placas de ferro comuns, mas a dureza da peça é maior do que ela. A superfície de trabalho precisa ser restaurada periodicamente porque os fios e lâminas ranhuradas podem danificar a superfície de trabalho. |
| Eficiência de processamento | A distância mínima entre a ranhura em forma de V e a borda é de 10 mm e a velocidade de corte é de 40 m/min. | A distância mínima entre a ranhura em forma de V e a aresta de corte é de 8 mm e a velocidade de corte é de 50 m/min ou superior. Nenhuma alimentação alternativa é necessária e a eficiência é maior. |
| perda de energia | A perda de movimento dianteiro e traseiro do porta-ferramentas é pequena e a potência do motor principal é de 4,4 kW. | O pórtico e o apoio da faca movem-se para frente e para trás juntos, a perda é grande e a potência do motor principal é de 5,5 kW. |
| Segurança | Adote peça de fixação automática hidráulica, posicionamento automático, trabalho automático, o operador fica longe das partes móveis da máquina, melhorando a segurança. | A peça de trabalho é fixada dentro da amplitude de movimento da máquina-ferramenta e o pórtico se move em alta velocidade, portanto o operador deve prestar atenção ao uso seguro. |
| efeito geral | Como a peça precisa ser alimentada automaticamente após a fixação, as limalhas de ferro geradas pela ranhura muitas vezes arranham a superfície decorativa. Ao processar peças de grande porte, são necessários alinhamento e movimentos frequentes, o que tem maior probabilidade de danificar a superfície. | A peça de trabalho não precisa ser movida durante o processamento, e todo o processo pode ser operado por uma pessoa para garantir que a superfície decorativa da peça de trabalho não seja arranhada e a qualidade do processamento da superfície seja garantida (uma razão importante para uso no indústria de elevadores). |

Espero que este guia possa ser um guia poderoso para sua chapa metálica Máquina de ranhura em V aplicação, e Durmarca pode trazer mais oportunidades e sucesso para sua produção e processamento! Desejo-lhe muito sucesso na área de processamento de chapas metálicas!
.png)




.png)
.png)