
Request a Quote
Request a Quote
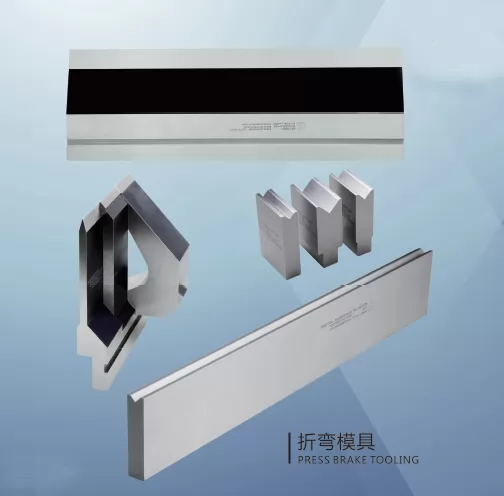
A tecnologia de processamento de chapas metálicas continua a melhorar, especialmente em algumas aplicações, como dobra de precisão de aço inoxidável, dobra de peças decorativas de aço inoxidável, dobra de liga de alumínio, dobra de peças de aeronaves, dobra de placas de cobre e assim por diante, apresentando requisitos mais elevados para a qualidade da superfície de uma peça formada. O processo de dobra tradicional é fácil de danificar a superfície da peça de trabalho, e a superfície em contato com a matriz formará um recuo ou arranhão óbvio, o que afetará a estética do produto final e reduzirá o julgamento de valor do produto pelos usuários.
Razões para dobrar o recuo
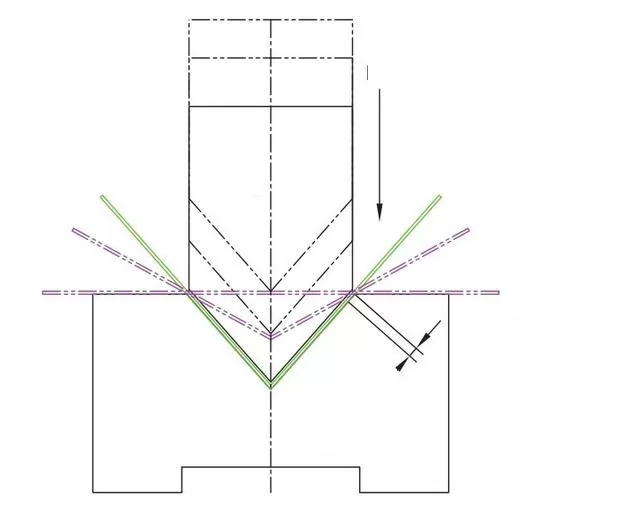
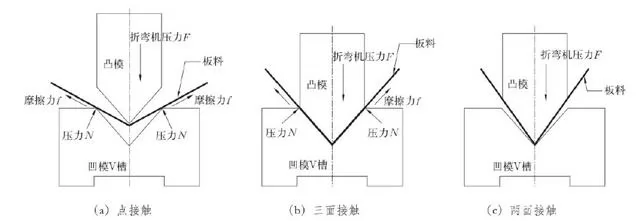
Este artigo toma a dobra de uma peça em forma de V como exemplo para debatedor. A dobra de chapa metálica é um processo no qual a chapa metálica é primeiro deformada elasticamente e depois deformada de forma plástica sob a pressão do punção ou matriz da dobradeira. No estágio inicial da dobra do plástico, a chapa metálica é dobrada livremente. Com a pressão do punção ou matriz na placa, a placa e a superfície interna da húmida em V da matriz se fecham gradualmente, enquanto o raio de curvatura e o braço de força de flexão tornam-se gradualmente menores e começam a pressão até o final do curso , de modo que a matriz e a placa se aproximam do contato total de três pontos, neste momento completam uma flexão em V. Ao dobrar, como a chapa metálica será extrudada pela matriz de dobra para produzir deformação metálica, o ponto de contato entre a chapa metálica e a matriz deslizarão junto com o processo de dobra. No processo de dobra, a chapa metálica passará por dois estágios diferentes de deformação metálica e deformação plástica. No processo de dobra, há um processo de retenção de pressão (contato de três pontos entre a matriz e a chapa metálica), portanto, após a conclusão do processo de dobra, três linhas de recuo serão formadas. Essas linhas de indentação são produzidas pelo atrito de extrusão entre a folha e o ressalto da umidade em V da matriz, por isso são chamadas de indentação de ressalto. Conforme mostrado na Figura 1 e na Figura 2, as principais causas da indentação do ombro podem ser simplesmente simples como a seguir.

Método de dobra
Como o recuo do ressalto está relacionado ao contato entre a placa e o ressalto da humanidade em V da matriz, a folga entre o punção e a matriz afeta a tensão de tensão da placa durante o processo de dobra, e a probabilidade e o grau de recuo também são diferentes , conforme mostrado na Figura 3. Sob a mesma condição de umidade em V, quanto maior o ângulo de flexão da peça de trabalho, maior será a deformação da chapa metálica sob tensão e maior será a distância de atrito entre a chapa metálica e o ressalto de a húmida em V; além disso, quanto maior for o ângulo de flexão, maior será o tempo de retenção da pressão exercida pela punção na chapa metálica e mais evidente será a retirada causada pela combinação desses dois fatores.
.png)




.png)
.png)